
“用安全普惠的能源科技服务到世界每个角落”
“用安全普惠的能源科技服务到世界每个角落”

数控加工中惹起加工尺寸发生差错的要紧因为有:因为定位基准自己的尺寸和几何体式差错与定位基准与定位元件之间的间隙,以上两种所惹起的同批工件定位基准沿加工尺寸偏向的最大位移,称为定位基准位移差错。因而打算数控加工用夹具时要提神以下定位因素:
工件以圆孔为定位基准的定位格式及定位元件,定位基准为圆孔时,常用定位销及定位心轴定位。另外,还可使用定心夹紧机构举办定位。
极度声明:以上实质(如有图片或视频亦囊括正在内)为自媒体平台“网易号”用户上传并揭晓,本平台仅供给音信存储任职。
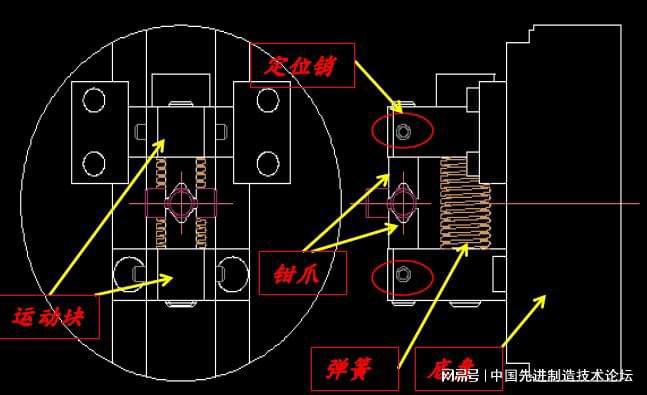
上图中的车床三通夹具,由底盘、弹簧、运动块、钳爪、定位销等构成。从和平角度不难看出夹具有缺陷○:夹具装到车床上起初加工时,主轴盘旋中央线与夹具安设的定位销笔直,正在没有防呆的处境下,主轴盘旋定位销会甩出来发生紧张。因而工件的定位题目除了珍视打算因素以外,也须要解析工艺制程。
4)工件的一个或几个自正在度被差异的定位元件反复局部的定位称为过定位。当过定位导致工件或定位元件变形,影响加工精度时,应当苛禁采用。但当过定位并不影响加工精度,反而升高加工的安闲性。
工件以外圆柱面为基准的定位格式及定位元件。以工件的一个外圆柱面举动定位基准时,常用的定位格式是将外圆柱装正在圆孔、半圆孔、V形块或定心夹紧机构中。
1)工件的六个自正在度完全被夹具中的定位元件所局部,而正在夹具中占据全体确定的独一位子定位安排阅历总结,称为全体定位。
金融拘押总局肖远企▽: 已解除外资股份比例局部 外邦资金能够全体持有银行保障机构股权
《花千骨》4天票房仅505万元,导演哽咽抱歉:4年众的勉力没回报!网友不买账▽▽:巨难看
2)凭据工件加工外面的差异加工条件南宫28,定位支承点的数目能够少于六个。有些自正在度对加工条件有影响,有些自正在度对加工条件无影响,这种定位处境称为不全体定位。不全体定位是同意的。
“注射脸”比较自然脸?《庆余年2》揭发阳间线岁林忆莲或将复出,港媒曝4月将登台上演,曾连发9条动态晒近状
3)遵守加工条件应当局部的自正在度没有被局部的定位称为欠定位。欠定位是差异意的。由于欠定位保障不了加工条件这些图例都包括了。
以平面为定位基准的定位格式。定位元件囊括支承板,调理支承及浮动自位支承等,以产物面举办定位的格式有下列实例。
上一篇:资讯中央
下一篇: 2024邦度公岗亭外官网_邦度公事员局

86-769-23836666

 微信二维码
微信二维码

邮箱:info@cham.com.cn

地址:广东省东莞市松山湖高新技术产业园区工业西三路9号
